



Spray Processes
Thermal spraying is a well established, extremely versatile technology that is commercially used to produce a wide variety of coatings for applications. Thermal spraying encompasses a group of processes that are capable of rapidly depositing metals, ceramics and mixtures of these materials. Thermal spray processes can be grouped into Arc spray, Flame spray, and Electric wire-arc spray. These energy sources are used to heat a coating material (in powder, wire, or rod form) to a molten or semi-molten state. The resultant heated particles are accelerated and propelled toward a prepared surface by either process gases or atomization jets. Upon impact, a bond forms with the surface and subsequent particles cause thickness buildup.
As a surfacing technology, thermal spray is compatible with most materials, is affordable, rapid and can produce relatively thick. Many industrial components can be protected and have their lives renewed, extended or enhanced using thermal spray. The main element that these processes have in common is that they all use a heat source to convert powders or wires into a spray of molten (or sometimes semi-molten) particles. This heat source is either electrical or chemical (combustion). With all processes, the Substrate is not heated above (250°F), therefore no distortion takes place.
Arc Spray Process
With this process, a specially designed gun is used, having a nozzle (similar to a welder’s heating torch) which burns Oxygen and Acetylene achieving temperatures up to 5500°F. A wire is fed through the center of the nozzle into the flame where it is melted. Compressed air is concentrated around the flame atomizing the molten material into fine spherical particles and propelling these particles at high velocity onto a specially prepared substrate. By controlling the rate of feed of the wire through the flame, we can control the melt and atomization of metals with various melting points. With this gun, any wire may be sprayed which has a melting point below 5500°F.
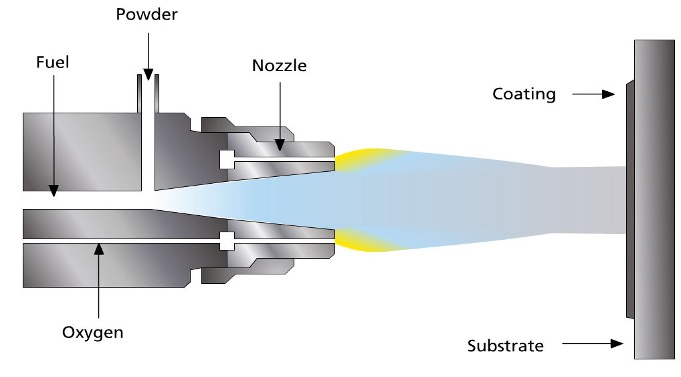
Flame Powder Spray
Basic principle of operation is that the system uses Oxygen and a fuel gas (such as acetylene, propane, mapp or natural gas) to create the heat necessary to melt the powder that is the feed stock material. The powder is normally held on a separate powder feeder or canister. It is fed through the gun by a air or electric powered drive mechanism and the oxygen and fuel gas are combined and ignited to form a heating zone that is used to melt the powder and with the use a confined stream of compressed air the molten droplets are propelled to the substrate.
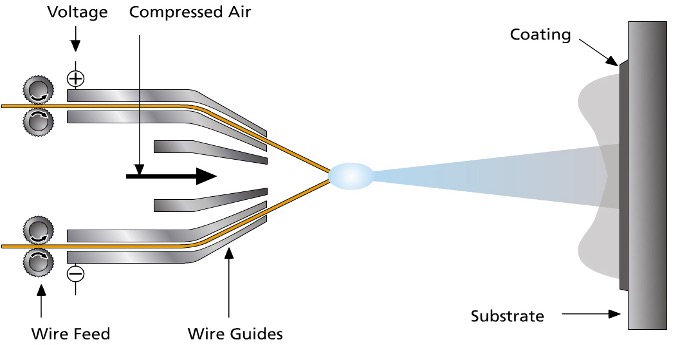
Flame Wire Spray
Spraying This equipment is comprised of DC Power Supply combined with a specially designed Spray Gun. Two wires are fed simultaneously through the gun at an angle so as to meet as they exit from the gun. The wires are insulated from each other but at the point where the wires exit from the gun, one wire is charged positive and the other negative, causing them to throw a molten arc between each other. Just behind this point we inject high velocity air or inert gas which atomizes the molten arc and propels the atomized particles onto the substrate. The temperature of the arc is controllable to a maximum of approximately 10,000°F. With this equipment, we can spray any type of metals which have melting points below 10,000°F.
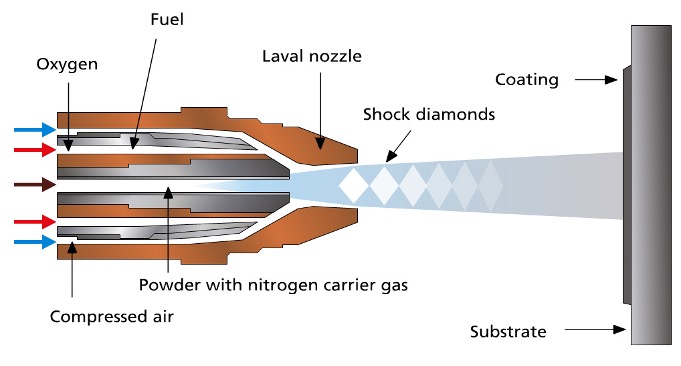
High Velocity Oxygen Fuel (HVOF)
The High Velocity Oxygen Fuel (HVOF) process was developed to produce high quality metal, carbide and various specialty coatings. A complete line of powders are available, which are specifically engineered for application with the HVOF System. The commercialization of this coating technology now affords industry the ability to get unique coating properties and extend the range of applications which previously could only be performed by proprietary coating processes.
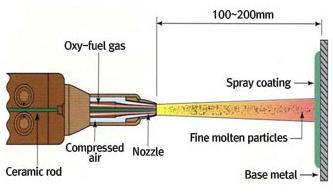
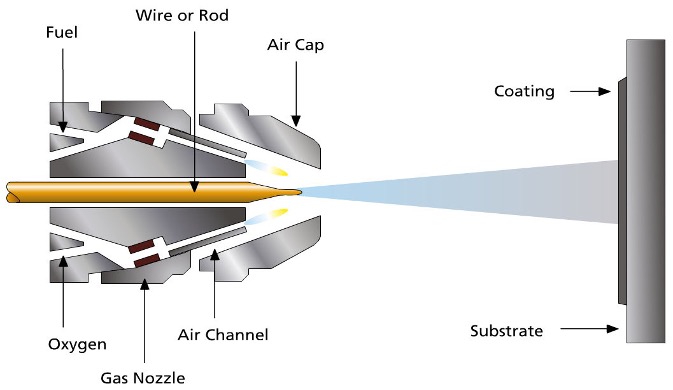
Rod Spray
Using the same principle as flame wire spraying, this method requires an oxide ceramic rod as a coating material. The ceramic rod is fed into an oxy-acetylene flame, gets heated and molten, then becomes finely divided by compressed air and solidified on a base metal, forming a coating. Since it uses ceramics, this method is suitable for corrosion-protection spraying or wear-control spraying, which improves heat resistance around hot areas.

Drop Us a Line
If you have any enquiry, please do not hesitate to contact us. Leave us a message and we will get back to you shortly.